英语
英语 中文简体
中文简体 Înțelegerea greșită a puterii de ieșire a ultrasunetelor; dimensiunea puterii de ieșire cu ultrasunete este determinată de diametrul și grosimea, materialul și procesul de proiectare a foii ceramice piezoelectrice. Odată ce traductorul este modelat, puterea va fi, de asemenea, modelată. Măsurarea energiei de ieșire este un proces complex. .
Nu înseamnă că, cu cât traductorul este mai mare, cu atât circuitul folosește mai multe tuburi de putere și cu atât energia de ieșire este mai mare. Este nevoie de un instrument de măsurare a amplitudinii destul de complex pentru a-i măsura cu exactitate amplitudinea, deoarece majoritatea utilizatorilor știu prea multe despre ultrasunete, plus o anumită Inducere în eroare de către unii personal de vânzări, oferind consumatorilor o înțelegere greșită.
Cantitatea de putere consumată nu reflectă mărimea puterii ultrasonice de ieșire. De exemplu, energia longitudinală generată este scăzută și consumul de curent este mare, ceea ce poate indica doar că eficiența echipamentului este scăzută, iar puterea reactivă este mare.
Neînțelegeri în selectarea mașinilor de sudură cu ultrasunete: câtă putere de ieșire trebuie utilizată, frecvența de oscilație și intervalul de amplitudine ar trebui luate în considerare în funcție de materialul piesei de prelucrat, zona liniei de sudare, dacă există componente electronice în piesa de prelucrat , și dacă trebuie să fie etanș. Crezi în mod eronat că mai multă putere este mai bine. Aceasta este, de asemenea, o neînțelegere.
Dacă nu știți prea multe despre ultrasunete, vă rugăm să consultați personalul de inginerie și tehnic al fabricii obișnuite de ultrasunete. Dacă este posibil, comunicați cu producătorul la fața locului și nu urmăriți orbește inducerea în eroare a unor vânzători informali cu ultrasunete.
În prezent, companiile care produc echipamente aferente sunt foarte mixte, iar majoritatea sunt ateliere de familie.
Echipamentul de imitație are următoarele defecte fatale: unul este că nu poate fi garantată calitatea materiilor prime achiziționate, iar celălalt este că tehnologia de bază a procesului de producție nu este stăpânită. Echipamentul prezintă adesea instabilitate atunci când lucrează la putere medie și putere mare, iar rata de calificare a produsului este scăzută. Uneori echipamentul este deteriorat.
Cum ar fi transformatorul de putere care antrenează traductorul, parametrii materialului magnetic utilizat nu pot fi măsurați, cum ar fi densitatea fluxului de saturație magnetică (Bs), intensitatea inducției magnetice (Bm), permeabilitatea magnetică efectivă (Ue), densitatea fluxului magnetic rezidual ( Br), forța de coercibilitate (A/M), factorul de pierdere (tan£), coeficientul de temperatură (au/K-1), procesul de înfășurare este destul de particular, incluzând expansiunea și scufundarea în vid a rășinii epoxidice. Aceste echipamente de testare și medii de producție nu pot fi realizate într-o fabrică de acasă.
Neînțelegeri comune și cunoștințe de întreținere a mașinilor de sudat cu ultrasunete
1. Apa acumulată în filtrul de aer trebuie evacuată la timp înainte să se reverse.
2. După ce mașina de sudură este folosită timp de o lună, piesele de alunecare trebuie șters și reaplicate cu unsoare lubrifiantă de înaltă calitate.
3. La curățarea plăcii laterale și a suprafeței aparatului de sudură, este strict interzisă utilizarea diferitelor fluxuri. Trebuie folosit detergent neutru și șters ușor.
4. Praful din mașină trebuie curățat cu aer comprimat uscat la fiecare șase luni.
Mașina de sudură cu ultrasunete din plastic este abrevierea mașinii de sudură cu ultrasunete din plastic. Sudarea cu ultrasunete este o tehnologie de înaltă tehnologie pentru sudarea produselor termoplastice. Diverse piese din plastic termoplastic pot fi prelucrate prin sudare cu ultrasunete fără adăugarea de solvenți, adezivi sau alte materiale auxiliare. Avantajele sale sunt creșterea productivității multiple, reducerea costurilor, îmbunătățirea calității produselor și producția sigură.
Dispozitivul de sudare cu ultrasunete transformă frecvența electrică curentă de 50/60Hz în energie electrică electrică de înaltă frecvență de 20KHz sau 40KHz printr-un dispozitiv funcțional tranzistor și o furnizează convertorului. Convertorul convertește energia electrică în energie de vibrație mecanică pentru undele ultrasonice, iar dispozitivul de reglare a tensiunii este responsabil pentru transmiterea energiei mecanice convertite către capul de sudare al aparatului de sudură cu ultrasunete. Capul de sudura este un dispozitiv acustic care transmite direct energie de vibratie mecanica produsului de presat. Vibrația este transmisă suprafeței de lipire prin piesa de sudură, iar vibrația și frecarea generează căldură pentru a topi plasticul. Vibrația se va opri când materialul topit ajunge la interfața sa. Menținerea presiunii pentru o perioadă scurtă de timp poate face ca topitura să creeze o legătură moleculară puternică, pe măsură ce se solidifică pe suprafața de legătură. Întregul ciclu este de obicei finalizat în mai puțin de o secundă, dar rezistența sudurii este apropiată de cea a unei singure piese de material.
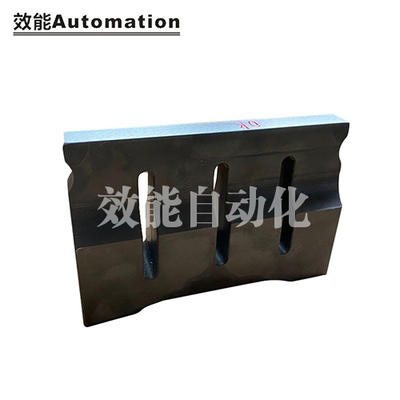
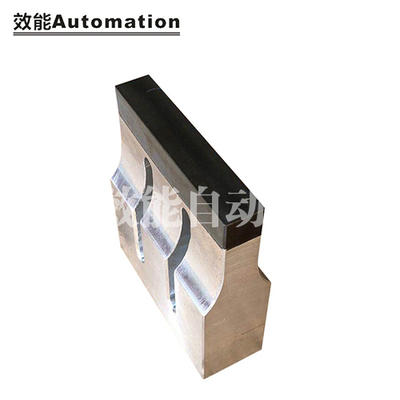
Aparat de sudura cu ultrasunete pentru plastic

Aparat de sudura cu ultrasunete pentru plastic