英语
英语 中文简体
中文简体 1. Structura pieselor din plastic
Piesele din plastic trebuie să aibă o anumită rigiditate și o grosime suficientă a peretelui, grosimea prea subțire a peretelui are un anumit risc, masina automata de sudat plastic trebuie presurizat, iar presiunea generală a aerului este de 0,2-0,6 MPa. Prin urmare, trebuie să se garanteze că piesele din plastic nu vor fi practic deformate sub presiune.
2. Materialele plastice în formă de oală sau în formă de cutie, etc., vor provoca rezonanță pe suprafața care intră în contact cu capul de sudare pentru a forma niște puncte concentrate de adunare a energiei, ducând la arsuri și perforații. Vârful vasului poate fi considerat după cum urmează:
1 parte din plastic îngroșată
2 Măriți armătura
3 Trebuie evitată poziția de mijloc a capului de sudare
3. Colțuri ascuțite
Dacă o piesă turnată prin injecție are stres foarte concentrat, cum ar fi colțurile ascuțite, se va crăpa și se va topi sub acțiunea undelor ultrasonice. În acest caz, luați în considerare adăugarea unui unghi R la colțul ascuțit.
4. Fixarea pieselor din plastic
Proeminențele sau părțile mici atașate la suprafața interioară sau exterioară a piesei turnate prin injecție, cum ar fi știfturile de fixare, se pot rupe sau căde din cauza influenței vibrațiilor ultrasonice. Această problemă poate fi minimizată sau eliminată prin următoarele modele:
1 Adăugați un unghi R mare acolo unde anexul se întâlnește cu corpul principal sau adăugați un element de rigidizare.
2 Măriți grosimea sau diametrul anexelor.
5. Găuri și goluri în piesele din plastic
Dacă piesele contactate de capul de sudare au găuri sau alte deschideri, interferența și atenuarea vor apărea în timpul procesului de transmisie cu ultrasunete. În funcție de tipul de material (în special materiale semicristaline) și de dimensiunea găurilor, o cantitate mică de sudare sau sudare completă va avea loc direct la capătul inferior al deschiderii. Nu se poate topi, așa că încercați să o evitați pe cât posibil.
6. Structura de transmisie subțire și curbată în piese din plastic
În forma părții din plastic contactată de capul de sudură, dacă există o structură subțire și curbată și trebuie utilizată pentru a transmite energie ultrasonică, în special pentru materialele semicristaline, vibrația ultrasonică este dificil de transmis la suprafața de procesare . trebuie evitată pe cât posibil.
7, sudare la distanță apropiată și lungă
Sudarea pe distanțe scurte înseamnă că poziția de sudare este la 6 mm de poziția de contact a capului de sudare, iar sudarea pe distanțe lungi este mai mare de 6 mm. Energia din producatori de corn cu ultrasunete vor fi transmise atenuate când sunt transmise piesele din plastic. Atenuarea este, de asemenea, mai mare în materialele plastice de fund cu rigiditate scăzută, așa că trebuie să se acorde o atenție deosebită la proiectare pentru a permite furnizarea de energie suficientă în zona de procesare.
Pentru sudarea pe distanțe lungi, este mai potrivit pentru cleiuri dure (cum ar fi PS, ABS, AS, PMMA), etc. Unele materiale plastice semi-cristaline (cum ar fi POM, PETP, PBTB, PA) pot fi, de asemenea, utilizate pentru sudare la distanță prin proiectarea formei adecvate.
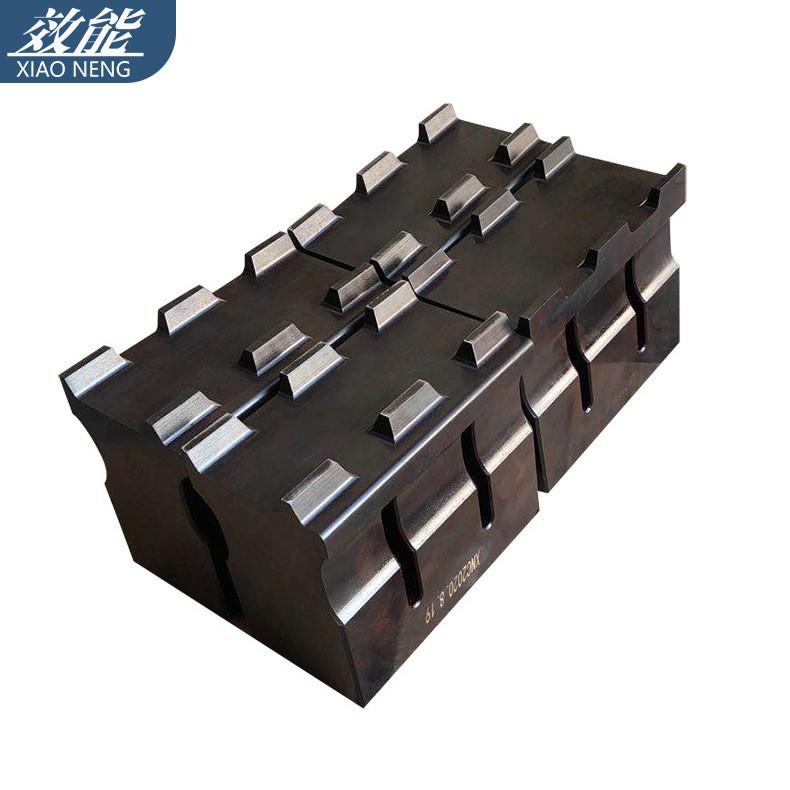
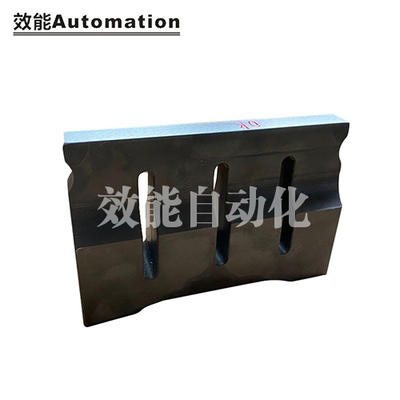
8. Proiectarea suprafeței de contact a capului de sudare a pieselor din plastic
Piesele turnate prin injecție pot fi proiectate în orice formă, dar capul de sudare cu ultrasunete nu poate fi realizat în mod arbitrar. Forma și lungimea pot afecta parametri precum frecvența și amplitudinea capului de sudare. Proiectarea capului de sudare trebuie să aibă un plan de referință, adică planul de frecvență de referință determinat în funcție de frecvența sa de funcționare. Suprafața frecvenței de referință ocupă în general mai mult de 70% din suprafața capului de sudare, astfel încât forma proeminenței de pe suprafața piesei turnate prin injecție este de preferință mai mică de 30% din întreaga suprafață din plastic. Suprafața unei piese din plastic cu o tranziție netedă și arc poate fi relaxată în mod corespunzător decât standardul, iar poziția proeminentă ar trebui să fie situată în mijlocul piesei din plastic cât mai mult posibil sau proiectată simetric.
Suprafața de contact a capului de sudare a piesei din plastic este cel puțin mai mare decât suprafața de sudare și trebuie să fie aliniată cât mai mult posibil cu poziția de sudare. Dacă suprafața de contact a capului de sudură este prea mică, va provoca daune și deformare mai mari, precum și un efect de sudare nesatisfăcător.
Dacă există linii de deteriorare pe suprafața capului de sudură sau forma acestuia este ușor diferită de cea a pieselor din plastic, vor rămâne cicatrici pe suprafața pieselor din plastic în timpul sudării. Modalitatea de a o evita este: plasați o peliculă (cum ar fi folie PE, etc.) între capul de sudare și suprafața piesei din plastic.
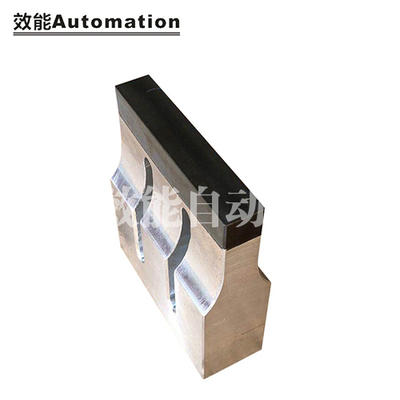
Poziționarea treptei: Dacă h este mai mare decât înălțimea liniei de sudură, se va forma o linie decorativă în afara piesei din plastic. În general, dimensiunea liniei decorative este de aproximativ 0,25 mm, creând un aspect mai atractiv, iar diferența dintre cele două părți nu este ușoară. Găsi.
1 poziționare lambă și canelura: avantajul utilizării acestui design este acela de a preveni scurgerea internă și externă și de a oferi alinierea, iar materialul este ușor de obținut o etanșare îmbunătățită, dar această metodă necesită asigurarea decalajului oblic al părților proeminente, astfel încât piesele să fie mai valoros decât turnarea prin injecție, în același timp, reduce rezistența suprafeței sudate, nu la fel de puternică ca îmbinările cap la cap complet.
2. Forma de jos este fixată și vindecată: Cu acest design, designul pieselor din plastic devine simplu, dar cerințele pentru matrița de jos sunt ridicate, ceea ce duce de obicei la deplasarea paralelă a pieselor din plastic. În același timp, matrița de jos este fixată prea strâns, ceea ce va afecta efectul de producție.
3. Cap de sudare plus poziționarea matriței de jos: Acest design este utilizat în general în cazuri speciale și nu este practic și utilizat în mod obișnuit.
4 Alte cazuri: R: Este o metodă disponibilă pentru piesele mari din plastic. Trebuie remarcat faptul că matrița de susținere inferioară trebuie să susțină flanșa, flanșa părții superioare din plastic trebuie să intre în contact cu capul de sudare, iar suprafața superioară a părții superioare din plastic nu trebuie să fie prea departe de flanșă. Dacă este necesar, poate fi utilizată o structură cu mai multe cap de sudare. B: Dacă în conexiune se utilizează ghidarea energetică și cele două suprafețe de sudură sunt injectate într-o suprafață mată, frecarea poate fi crescută, topirea poate fi controlată și calitatea și rezistența întregii suduri pot fi îmbunătățite. În general, adâncimea de înghețare este de 0,07 mm-0,15 mm. C: La sudarea rășinilor care nu sunt ușor de sudat sau forme neregulate, pentru a obține un efect de etanșare, este necesară introducerea unui inel de etanșare. Trebuie remarcat faptul că inelul de etanșare este apăsat doar pe capătul de sudură. Sudarea pieselor cu pereți subțiri, cum ar fi cartonul termoformat (cu acoperire din plastic), cu un capac din plastic.